官方微信:日成最新資訊
官方微信:日成最新資訊 移動官網
移動官網 官方商城
官方商城手工打磨拋光已成葉片發展瓶頸
裝備制造業是一個國家建設的基石,擁有渦輪動力裝置制造技術更是一個強國的標志,而渦輪式動力裝置的核心零件就是葉片。
工作狀態的葉片表面光潔度越高越好,表面質量、一致性影響到裝備的能量轉換效率。
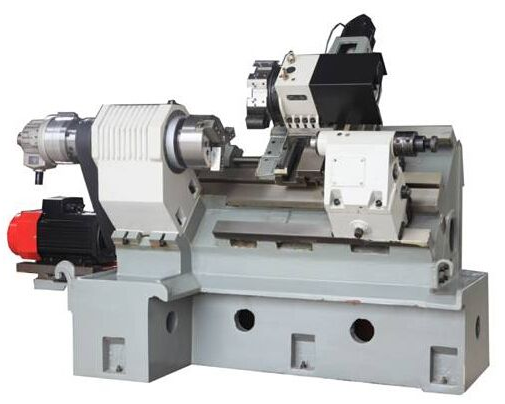
據悉,一般用于加工核電、火電等電站用汽輪機葉片形面加工的多軸聯動數控機床是渦輪設備制造領域的高檔關鍵設備。葉片從形態上看是復雜薄壁類零件,型面為空間自由曲面,曲率變化大,在數控銑削加工后易發生變形,導致無法采用常規方法進行表面精加工。
隨著能源、動力裝置的功率不斷增大,為了獲得更好的空氣動力學效果,最大限度地提升單位體積的功率,葉片型面向著更加彎、扭、掠,曲面更加復雜的方向發展。
據了解,一些復雜型面的葉片,如果不夠光滑,不符合空氣動力,除了耗費大量的人力資源,也易造成產品質量不穩定,甚至影響發動機整機性能與壽命。采用傳統的手工打磨拋光方式,已經不能滿足先進葉片制造質量的要求。
手工打磨拋光會破壞前序用價值高昂的五軸銑加工出葉片的精確型面。
先進的五軸銑削設備與手工打磨拋光在工藝水平上的不匹配,已經成為制約葉片行業快速發展的瓶頸。這在以核電葉片為代表的大型葉片和以航空發動機葉片為代表的小葉片制造過程中,體現尤為突出。
對于以核電汽輪機葉片為代表的大型葉片來說,體積巨大(我國CAP1400型壓水堆核電機組的末級葉片長度超過2米,重量大于280公斤)、型面復雜、精度要求高,采用手工打磨拋光越來越困難,效率低下,加工質量難于保證,從而影響通流、影響熱效率;此外手工打磨拋光葉片一致性差,從而影響動平衡、影響機組運行安全。

而對于以航空發動機葉片為代表的小葉片來說,又成為另一個極端,葉片長度多小于100mm,型面彎、扭、掠,進排氣邊厚度只有0.1—0.2mm(1—2張百元紙幣厚度),綜合輪廓誤差<0.05mm,手工磨削拋光很容易造成葉片燒傷和輪廓破壞,型面精度根本不能保證。發動機葉片型面制造質量正是影響我國發動機制造水平,進而影響各類飛機性能的關鍵因素。
國產機床實現“以柔克剛”
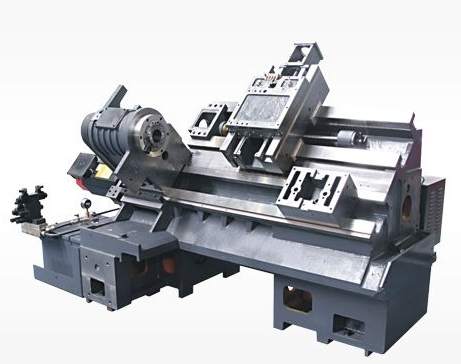
要改變人工拋光帶來的弊端,只能靠機器打磨了,但這種數控砂帶磨床被國外壟斷,只有德國等幾個國家擁有該項技術。
看似多了一個軸,但多出來的研發難度卻是幾倍遞增。在準確的位置用合適的力度切除材料,這和所有的機械加工原理是一樣的,但能否將機床的運動軌跡和磨削壓力在時間和空間上精確配合,是最大的挑戰。
數控機床被譽為制造工業的“大腦”。隨著計算機技術、信息技術與自動化技術的發展應用,數據庫、計算機以及人工智能開始用于評估、預測、模擬、優化以及控制磨削過程。通過數控、自動化以及人工智能技術改進砂輪磨削、砂帶磨削工藝,使磨削工藝能夠自控、穩定、環保且更適合于高效率的批量生產。
同時,各部位拋光需要機床的運動形式、規格參數差異很大,在同一個機床上完成葉片不同部位的拋光較難實現。因此,多工位、多種加工方式并行的工藝策略更適合于葉片全部位的拋光。