















 官方微信:日成最新資訊
官方微信:日成最新資訊 移動官網
移動官網 官方商城
官方商城本項目主要講解數(shù)控電火花慢走絲線切割機床操作面板上各個按鍵的功用,使學生掌握數(shù)控電火花慢走絲線切割機床的調整及加工前的準備工作以及程序輸入及修改方法。最后以一個具體零件為例,講解了數(shù)控電火花慢走絲線切割機床加工零件的基本操作過程,使學生對數(shù)控電火花慢走絲線切割機床的操作有一個清楚的認識。
項目一 機床操作面板及其功能應用
數(shù)控電火花慢走絲線切割機床的操作面板也包括控制面板和手控盒面板,與快走絲線切割機床大同小異。但因電極絲單向運行,無儲絲筒,不再設儲絲筒操作面板。
項目二 開機
開機步驟如下:
1、合上總電源開關。
2、按下控制面板上的按鈕,啟動數(shù)控系統(tǒng)及機床。
項目三 電極絲安裝
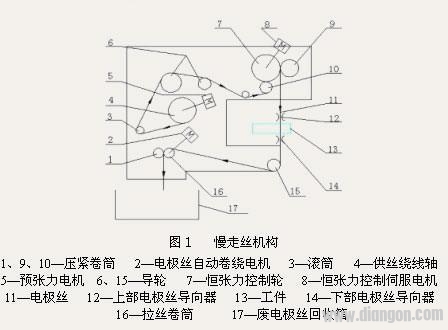
參見 圖 1 所示穿絲路線,牽引 供絲繞線軸上成卷電極絲的絲頭依次穿過壓緊卷筒、滾筒、導輪、恒張力控制輪、上部電極絲導向器、工件、下部電極絲導向器至拉絲卷筒。在一定范圍內調節(jié)好伺服電機恒張力控制裝置,使電極絲保持一定的張力,穩(wěn)定地運行。
慢走絲電火花線切割加工時可以采用距離密著加工,即使上部導向器與工件的距離盡量靠近(約 0.05 ~ 0.10mm ),避免因距離較遠而使電極絲振幅過大影響工件加工質量。
電極絲安裝完畢后,需校正其垂直度,校正方法與快走絲電火花線切割加工相同。
項目四 工件安裝
在快走絲線切割機床上采用的橋式夾具、電極絲垂直度檢具、回轉工作臺、數(shù)控轉臺等機床附件、工具,同樣可以在慢走絲線切割機床上應用。
近年推出的線切割基準裝夾系統(tǒng)采用了通用的裝夾夾具和找正工具,只需極簡單的操作,就可快速準確地完成工件的找正和裝夾,廣泛用于慢走絲線切割機床上,如圖 2 所示。

項目五 程序輸入
按機床操作說明書的要求,通過在不同操作模塊間的切換,用鍵盤輸入加工程序或直接調用已有程序并裝入內存,完成生成工件切割的程序操作。執(zhí)行程序前,先將程序模擬運行一遍,以檢驗程序的運行狀況,以免實際加工后造成不良的后果。然后按 ENT 鍵即可執(zhí)行所輸入的程序,加工零件。
項目六 程序運行
慢走絲線切割時應采用少量、多次切割方式。緣于減少線切割加工時工件材料的變形可以有效提高工件 加工精度及改善表面質量,因而在粗加工或半精加工時可留一定余量,以補償材料因原應力平衡狀態(tài)被破壞所產生的變形和最后一次精加工時所需的加工余量,當最后精加工時即可獲得較為滿意的加工效果。
項目七 零件檢測
加工結束,卸下零件,檢測有關加工參數(shù)。
項目八 關機
關機步驟如下:
1、將工作臺移至各軸中間位置;
2、按下紅色急停按鈕;
3、扳下電源主開關,關閉電源;
4、斷開外接線路。

