官方微信:日成最新資訊
官方微信:日成最新資訊 移動官網
移動官網 官方商城
官方商城數控車床又稱為CNC車床,即計算機數字控制車床,是目前國內使用量最大,覆蓋面最廣的一種數控機床,約占數控機床總數的25%。數控機床是集機械、電氣、液壓、氣動、微電子和信息等多項技術為一體的機電一體化產品。是機械制造設備中具有高精度、高效率、高自動化和高柔性化等優點的工作母機。數控機床的技術水平高低及其在金屬切削加工機床產量和總擁有量的百分比是衡量一個國家國民經濟發展和工業制造整體水平的重要標志之一。數控車床是數控機床的主要品種之一,它在數控機床中占有非常重要的位置,幾十年來一直受到世界各國的普遍重視并得到了迅速的發展。
1.準備功能(G功能)
準備功能也稱為G功能(或稱為G代碼),它是用來指令車床工作方式或控制系統工作方式的一種命令,G功能由地址符G和其后的兩位數字組成(00?99),從G00到G99共100種功能,用以指令機床不同的動作如用G01來指令運動坐標的直線進修。
G代碼有單次G代碼和模態G 代碼之分,單次G代碼只限于被指令的程序段中有效,而模態G代碼在同組G代碼出現之前,其代碼一直有效。
目前,國內外的數控車床G代碼廣泛使用ISO代碼,但其標準化程度不高,指定功能代碼少,指(不能用于其它功能的代碼),而不指定代(指在將來有可能規定其它功能的代碼)和永不指定代碼(指在將來也不指定其功能的代碼)的較多不數控系統G代碼功能并非一致,使得不同數控系統的編程差異較大,故必須按照所用數控系統的說明書的具體規定使用。
2.刀具功能(T功能)
刀具功能也稱為T功能,用于指令加工中所用刀具號及自動補償編組號的地址字,其自動補償內容主要指刀具的刀位偏差及刀具半徑補償。在數控車床中,其地址符T的后續數字主要有以下2種規定。
① 兩位數規定,如本書介紹的GSK928TA的經濟型數控系統中,就采用兩位數的規定:首位數字一般表示刀具號,常用0~8共9個數字,其中0表示不轉刀,末位數表示刀具補償的編組號,常用0?8共9個數字,其中0表示補償量為零。例:T23表示將2號刀轉到切削位置,并執行第3組刀具補償值。
② 四位數的的規定:對刀具較多的數控車床或車削中心,其數控系統一般規定,其后續數字為四位數,前2位為刀具號,后兩位為刀具補償的編組號或,同時為刀尖圓弧半徑補償的編組號。例:T0203表示將2號轉到切削位置,并執行第3組刀具補償值。
3.主軸功能(S功能)
主軸轉速指令功能,它是由地址S及其后面的數字表示,目前有S2(兩位數),S4(四位數)的表示法,即SXX和SXXXX,一般的經濟型數控車床一般用一位或兩位約定的代碼來控制主軸某一檔位的高速和低速對具有無級調速功能的數控車床,則可由后續數字直接表示其主軸的給定轉速(r/min),另外,對具有恒線速度切削功能的數控車床,其加工程序中的S指令即可指令恒定轉速轉/分,也可指令車削時的恒定線速度(米/分)即在車削時,其主軸轉速隨著車削直徑的變化而自動變化,紿終保持線速度為給定的恒定值。
①S兩位數:國內的數控車床一般用一位或兩位數字約定的代碼表示,本文介紹的GSK928TA數控系統,對應機床提供的6級主軸 機械 換檔(每個檔位高速檔和低速檔)用S1指定為高速,S2指定低速,還要用M代碼來指定主軸旋轉方向,M3正轉,M4反轉,這里的高速,低速只是相對于機床的的某個機械檔位而言的。
②S四位數:用地址S和其后面的4位數值直接指令軸的轉數(轉/分)。如S1200 表示主軸恒定轉速為每分鐘1200轉,對于具有恒線速控制功能的數控系統,則S后面的線速度是恒定的,隨著車削直徑的變化,根據給定線速度計算出主軸轉速,使得刀具瞬間的位置與工件表面保持恒定關系。用G96(恒線速控制指令),G97(指定主軸轉速)來配合S代碼來指定主軸的速度。例:G96 S18表示切削速度為18米/分;G97 S1200表示取削G96主軸轉速為1200轉/分。 具體的主軸功能的使用還要參數控系統的說明書。
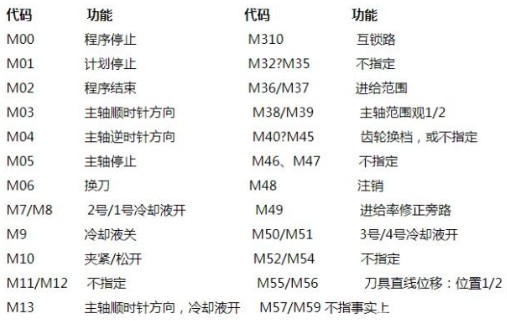
4.輔助功能(M功能)
輔助功能也稱M功能,用以指令數控機床中的輔助裝置的開關動作或狀態,輔助功能是用地址M及其后續數字一般為兩位數。
由于數控機床實際使用的符合ISO標準的這種地址符(如下表)其標準的程度與G指令一樣不高,指定代碼少,不指定和永不指定代碼多,因此M功能代碼常因數控系統生產廠家及機床結構的差異和規格的不同而有所差別。因此,編程人員必須熟悉具體所使用數控系統的M功能指令的功能含義,不可盲目套用。
5.進級功能(F功能)
在切削零件時,用指定的速度來控制刀具運動,和切削的速度稱為進給決定速度的功能稱為進給功能,也稱F功能,對于數控車床,其進給的方式可以分為:每分鐘進給和每轉進給兩種。
(1) 每分鐘進給:即刀具每分鐘走的距離單位為mm/min(每分鐘多少毫米),與車床轉速大小無關,其進給進度不隨主軸轉速的變化而變化。和普通車床的走刀量概念有區別,用G94配合指令(或不用指令)現大多數經濟型數控車床都采用這種進給方式來指令,對于初學者來說,F功能數值的確定往往不合理,主要是缺少切削方面的知識,對于F值的確定,可用公式F值=車床轉速×所選走刀量來計算,如車削?外圓,主軸轉速分別定為400轉/分和600轉/分,而走刀量都選為0.3mm/轉,則F值分別為F120和F180。但相對于切削進給速度而言,它的每轉進給量都是一致的。在這里的車床轉速和所選走刀量,都是根據材料種類,直徑大小,刀具吃刀深度等因素而定的與普通車床的走刀量選擇基本一致。
(2) 每轉進給:即車床主軸每轉一圈,刀具向進給方向移動的距離,單位為mm/轉,主軸每轉刀具的進給量用F后續的數值直接指令,用G95配合指令,如G95 F0.3表示主軸每轉一圈,刀具向進給方向移動0.3毫米/轉,與普通車床的走刀量概念完全相同。其進行的速度隨主軸的變化而變化的。
對于F功能數值的指定范圍要參照機床系統說明書中所規定的數值范圍進給設定,不可超出指定的范圍。